Votre panier est vide
Il semble que vous n'ayez encore rien ajouté à votre panier



















|
H2C | ||

|
H2D/ H2D Pro/ H2S | ||

|
A1/ Série P1/ P2S/ X1C |

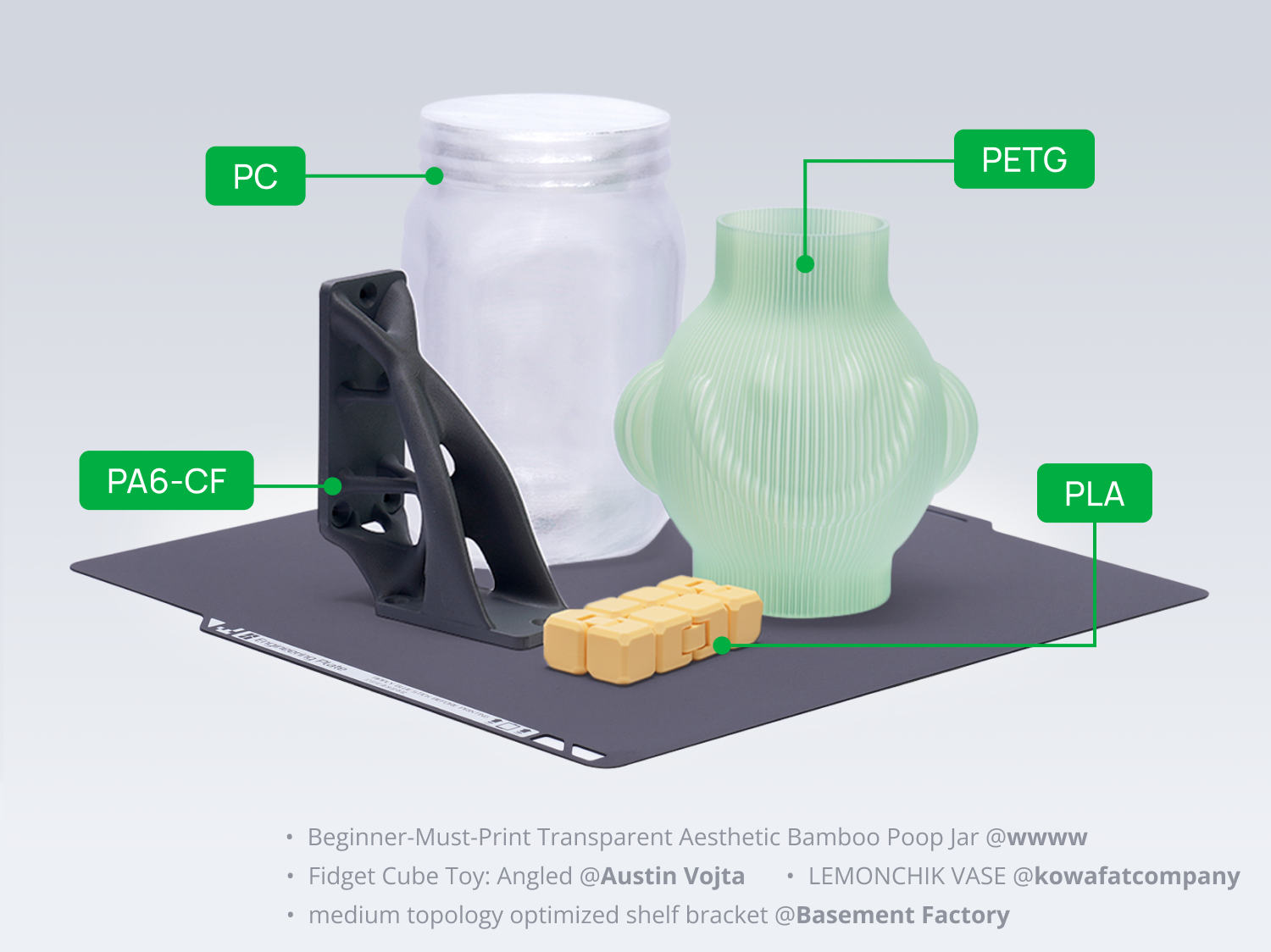
Une plaque de construction pour tous les filaments
Avec une simple couche de colle, la plaque d'ingénierie est compatible avec toute notre gamme de filaments, c'est la solution de prédilection lorsque vous n'êtes pas sûr de la plaque à utiliser.
Revêtement de surface lisse et durable
Le revêtement rafraîchi améliore considérablement la résistance de la plaque à la température, aux rayures et à la corrosion. Conçue pour résister à une impression prolongée à haute température et à des centaines de lavages et de décollages, sa surface lisse et fiable garantit une adhérence stable à chaque fois.

Finition de surface lisse et naturelle
Le revêtement de base lisse peut donner une texture lisse et plane à la surface inférieure de l'objet imprimé, se fondant mieux avec les autres surfaces.

Considérations
-
1. Avant d'imprimer avec n'importe quel filament, il est recommandé d'appliquer de la colle sur la plaque d'ingénierie. L'application de colle solide peut faciliter le retrait des pièces, mais comme la colle solide a une certaine épaisseur et est difficile à appliquer uniformément, la stabilité d'impression et la qualité de la première couche ne sont généralement pas aussi bonnes qu'avec la colle liquide. D'autre part, la colle liquide peut rendre le retrait des pièces plus difficile. Vous devez choisir le type de colle approprié en fonction du filament, de l'environnement d'impression et d'autres conditions pratiques. Pour plus de détails, veuillez vous référer au wiki officiel : Bambu Lab Wiki.
-
2. Lorsque vous utilisez un racloir pour retirer les impressions, assurez-vous d'utiliser la bonne technique. Si le modèle adhère trop fortement à la plaque de construction, appliquez de l'alcool sur l'interface entre le modèle et la plaque pour réduire l'adhérence et faciliter le retrait. Cela permet d'éviter d'endommager le modèle, la plaque de construction ou de blesser l'utilisateur en cas de force excessive.
-
3. L'augmentation de la température du lit chauffant améliore l'adhérence. Les utilisateurs doivent ajuster la température du lit chauffant en fonction de leurs besoins spécifiques afin d'obtenir le niveau d'adhérence le plus approprié.
-
4. Pour les imprimantes des séries X1, P1 et A1, avant le nivellement automatique, il est nécessaire de frotter à plusieurs reprises la buse dans la zone d'essuyage de la plaque de construction pour éliminer complètement tout matériau résiduel à l'extrémité de la buse. Le revêtement de la zone d'essuyage s'usera progressivement avec le temps, ce qui est normal et n'affecte pas la qualité d'impression ou la durée de vie de la buse, il n'y a donc pas lieu de s'inquiéter des problèmes de qualité.
-
5. La poussière et les dépôts de graisse sur la plaque de construction peuvent réduire l'adhérence. Il est recommandé de nettoyer régulièrement la plaque de construction avec de l'eau tiède et du savon à vaisselle pour maintenir une adhérence optimale. N'utilisez pas d'autres agents de nettoyage non approuvés.
-
6. Bambu Lab recommande d'utiliser uniquement de la colle officielle Bambu Lab sur les plaques de construction Bambu Lab, et ne peut être tenu responsable de tout dommage causé aux plaques résultant de l'utilisation de colle tierce sur les plaques de construction. Ne nettoyez pas la plaque d'ingénierie avec de l'acétone, car cela endommagerait la surface de la plaque d'ingénierie.
-
7. Attendez toujours quelques minutes avant de retirer les modèles imprimés pour laisser la plaque refroidir afin de faciliter le retrait de l'impression. Cela évite d'endommager la plaque et garantit une longue durée de vie du produit.
-
8. Le dernier micrologiciel apporte des améliorations significatives à l'étalonnage de la plaque d'ingénierie Bambu à l'aide du Micro Lidar, et il est maintenant entièrement compatible avec le processus d'étalonnage automatique.
-
9. La plaque d'ingénierie est considérée comme une pièce consommable, qui se dégradera avec le temps. La garantie ne couvrira que les défauts de fabrication, pas les dommages esthétiques tels que les rayures, les bosses ou les fissures. Seules les feuilles défectueuses à la réception sont couvertes par la garantie.
Paramètres recommandés
Veuillez noter que d'autres paramètres de trancheur peuvent devoir être ajustés en fonction du modèle imprimé et des exigences du filament
| Matériaux | Température du lit chauffant |
Bâton de colle requis ?
|
| PLA/PLA-CF/PLA-GF | 45~60℃ |
Bâton de colle/colle liquide
|
| PETG/PETG-CF | 60~80℃ |
Bâton de colle/colle liquide
|
| ABS (pas pour A1 mini) | 90~100℃ |
Bâton de colle/colle liquide
|
| ASA (pas pour A1 mini) | 90~100℃ |
Bâton de colle/colle liquide
|
| TPU | 35~45℃ |
Bâton de colle/colle liquide
|
| PVA | 45~60℃ |
Bâton de colle/colle liquide
|
| PC/PC-CF (pas pour A1 mini) | 90~110℃ |
Bâton de colle/colle liquide
|
| PA/PA-CF/PAHT-CF (pas pour A1 mini) | 90~110℃ |
Bâton de colle/colle liquide
|
| PET-CF (pas pour A1 mini) | 80~100℃ |
Bâton de colle/colle liquide
|
Spécifications du produit
| Matériau | Poudre de polyester + acier au manganèse |
| Résistance à la température de surface | Jusqu'à 120℃ |
| Épaisseur | 0,5 mm |
| Taille d'impression utilisable | X1C/P1P/P1S/A1/P2S - 256*256mm H2D/H2S - 350*320mm H2C - 330*320mm |
| Taille de l'emballage | X1C/P1P/P1S/A1/P2S - 315*295*15mm H2D/H2S - 393mm*380mm*15mm H2C - 393mm*380mm*15mm |
| Poids de l'emballage | X1C/P1P/P1S/A1/P2S - 0,50kg H2D/H2S - 0,78kg H2C - 0,78kg |
No reviews yet.
- Le choix d'une sélection entraîne une actualisation complète de la page.