Votre panier est vide
Il semble que vous n'ayez encore rien ajouté à votre panier














Support Bambu pour PLA
Le support Bambu pour PLA est entièrement compatible avec tous les filaments PLA Bambu Lab et les imprimantes Bambu Lab, offrant un retrait facile, une qualité d'interface lisse et des performances fiables. Il élimine le besoin de post-traitement, ce qui permet de gagner du temps tout en offrant des résultats impeccables. Le tout à un prix abordable. Améliorez votre expérience d'impression 3D dès aujourd'hui !

Retrait sans effort
Le Support Bambu pour PLA est spécialement conçu pour les filaments PLA, garantissant un retrait propre et sans résidus à la main. Dites adieu au post-traitement et profitez d'une expérience d'impression 3D fluide.
Préservez chaque détail
Avec des réglages d'interface de support optimisés* dans Bambu Studio, le support Bambu pour PLA offre une surface de contact ultra-lisse qui protège les détails complexes comme s'ils n'avaient jamais été touchés. Parfait pour les conceptions délicates, les porte-à-faux et les ponts, il assure une qualité supérieure du début à la fin.
- Espacement d'interface supérieur de 0 mm et réglages de distance Z de 0 mm

Support abordable, performances premium
Le support Bambu pour PLA offre des performances améliorées à un coût 33 % inférieur à celui de son prédécesseur. Profitez d'une plus grande stabilité, d'une imprimabilité améliorée et de meilleurs résultats, tout en économisant de l'argent.

Utiliser pour l'interface de support
Activez le paramètre "Support/raft interface" dans Bambu Studio pour appliquer le matériau de support exclusivement aux surfaces de contact. Cette approche minimise l'utilisation du matériau, ce qui permet d'économiser du temps et de l'argent.
RFID pour une impression intelligente
Tous les paramètres d'impression sont intégrés dans la RFID, qui peut être lue via notre AMS (Automatic Material System).
Chargez et imprimez ! Plus besoin de réglages fastidieux.

Conseils d'impression
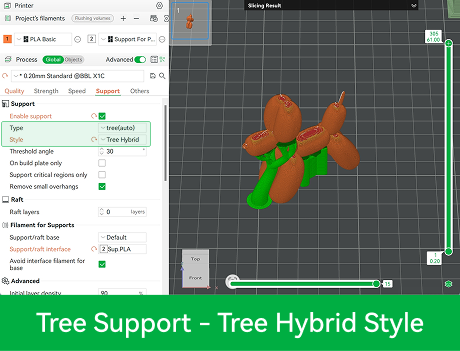
• Pour les grandes surfaces planes, utilisez le type de support "normal" avec le style "Default" pour des résultats optimaux. Pour les modèles complexes, choisissez le type de support "arbre" avec le style "Tree Hybrid". Pour plus de détails, visitez le Support sur WIKI.

• Il est recommandé de sécher le Support pour PLA avant l'impression et de le conserver scellé dans l'AMS avec un déshydratant pendant tout le processus d'impression afin d'optimiser la qualité d'impression.
• Conditions de séchage :
Dans une étuve de séchage : 55 °C pendant 8 heures.
Sur le plateau chauffant d'une imprimante X1 et H2D : 65 °C à 75 °C pendant 12 heures.
AMS 2 Pro et AMS HT : 60 °C pendant 12 heures.
• Pour plus de paramètres de séchage de filament, veuillez consulter Recommandations de séchage de filament sur WIKI.
Contenu de la boîte

Filament avec bobine*1 & Déshydratant*1 Emballage*1
Compatibilité des accessoires
| Recommandé | Non recommandé | |
| Plateau de construction |
Cool Plate SuperTack, Smooth PEI Plate, Textured PEI Plate
|
/ |
| Hotend | Toutes tailles / Matériaux | / |
| Colle liquide Bambu / Bâton de colle | Colle liquide Bambu / Bâton de colle | / |
| Paramètres d'impression recommandés | |
| Paramètres de séchage (étuve de séchage) | 55 °C, 8 h |
| Humidité du conteneur d'impression et de conservation | < 20 % HR (scellé, avec déshydratant) |
| Température de la buse | 220 - 230 °C |
| Température du lit (avec colle) | 35 - 45 °C |
| Vitesse d'impression | < 200 mm/s |
| Propriétés physiques | |
| Densité | 1,33 g/cm³ |
| Température de ramollissement Vicat | N / A |
| Température de déflexion sous charge | N / A |
| Température de fusion | 190 °C |
| Indice de fluidité | 13,6 ± 1,2 g/10 min |
| Propriétés mécaniques | |
| Résistance à la traction | N / A |
| Taux d'allongement à la rupture | N / A |
| Module de flexion | N / A |
| Résistance à la flexion | N / A |
| Résistance aux chocs | N / A |
No reviews yet.
- Le choix d'une sélection entraîne une actualisation complète de la page.