Votre panier est vide
Il semble que vous n'ayez encore rien ajouté à votre panier



























|
Noir | 1,0 kg | ||

|
Noir | 0,5 kg | ||

|
Rouge | 1,0 kg | ||

|
Blanc | 1,0 kg | ||

|
Bleu | 1,0 kg | ||

|
Gris | 1,0 kg |
Filaments Depot PLA 3D850 est un filament d'impression 3D haute performance fabriqué à partir d'Ingeo Biopolymer 3D850, un matériau thermoplastique biodégradable et compostable appelé acide polylactique (PLA).
Il s'agit d'une version améliorée du filament PLA standard, avec des propriétés mécaniques améliorées qui le rendent 20 % plus résistant que le PLA ordinaire.
En plus de sa haute résistance à la traction, le PLA 3D850 a également un module de flexion de 4000 Mpa, ce qui signifie qu'il est résistant à la déformation et a une rigidité élevée. Son allongement à la rupture est de 5 %, ce qui lui permet de résister au stress et aux contraintes sans se casser ni se fissurer. Ces propriétés mécaniques rendent le PLA 3D850 idéal pour les pièces fonctionnelles, telles que les engrenages, les supports et les fixations.
Le PLA 3D850 possède également des propriétés thermiques impressionnantes. Il a une température de déflexion thermique de 60 °C à 0,455 MPa, ce qui signifie qu'il peut supporter des températures modérées pendant l'utilisation. Sa température de transition vitreuse est de 55 °C, ce qui est le point auquel il passe d'un état rigide à un état flexible. Cette propriété est importante pour les pièces qui doivent fléchir ou se plier sans se casser.
En ce qui concerne l'impression, le PLA 3D850 est facile à utiliser et produit des impressions de haute qualité avec une excellente finition de surface. Il a un faible point de fusion et s'écoule en douceur, ce qui signifie qu'il peut être facilement imprimé sur la plupart des imprimantes 3D. Il a également un faible retrait et un faible gauchissement, ce qui aide à empêcher l'impression de se soulever ou de se fissurer pendant l'impression.
Le filament Filaments Depot PLA 3D850 a un diamètre constant, ce qui garantit que l'objet imprimé a une surface lisse et uniforme.
L'un des principaux avantages du PLA 3D850 est son respect de l'environnement. Il est fabriqué à partir de ressources renouvelables, telles que l'amidon de maïs, la canne à sucre et les racines de tapioca. Il est également biodégradable et compostable, ce qui signifie qu'il peut se décomposer naturellement sans nuire à l'environnement. De plus, il n'émet pas de fumées toxiques pendant l'impression, ce qui en fait un choix plus sûr pour une utilisation en intérieur.

Fabriqué au Canada, en Ontario, en utilisant des équipements d'extrusion sophistiqués et une technologie de séchage de pointe. Les filaments sont surveillés avec un micromètre multi-axes en direct et une technologie de surveillance informatisée du diamètre. Produisant des résultats propres, répétables et reproductibles.


- Fabriqué avec une bobine et une boîte recyclables
- Comprend un sac refermable supplémentaire dans la boîte
Paramètres d'impression
- Température d'impression : 205°C - 215°C
- Lit chauffant: Le PLA peut être imprimé avec ou sans lit d'impression chauffant. Cependant, si votre imprimante 3D possède un lit chauffant, il est recommandé de régler la température de votre lit à environ 55°C-60°C.
- La première couche est généralement 5°C-10°C plus élevée que les couches suivantes.
- Adhère bien au verre avec de la colle PVA, BuildTak, PEI ou du ruban bleu.
- Ventilateur de refroidissement : Fortement recommandé.
- Poids de la bobine vide : 140 grammes
- Poids brut : 1140-1170 grammes
- Poids net : 1 kg
Propriétés mécaniques
- Limite élastique à la traction, psi (MPa) 7 440 (51)
- Module de traction, psi (MPa) 335 790 (2315) MPa
- Résistance à la traction, psi (MPa) 7 290 (50) MPa
- Allongement % 3.31
- Impact Izod entaillé, pi-lb/po (J/m) 2.21 (118)
- Température de déflexion sous charge (°C) 66 psi (0,45 MPa) 80-90
Instructions de recuit (traitement thermique)
Pour recuire une pièce imprimée en 3D fabriquée à partir de filament 3D850, vous pouvez suivre ces étapes générales :
-
Préparation de la pièce : Assurez-vous que votre pièce imprimée en 3D est propre et exempte de toute structure de support ou de débris.
-
Configuration du four : Configurez un four ou une source de chaleur capable d'atteindre la température de recuit requise. Vérifiez les directives du fabricant ou la fiche technique du matériau pour déterminer la température de recuit recommandée pour le filament 3D850. Généralement, pour le 3D850, la température de recuit varie entre 80 et 110 degrés Celsius (176 à 230 degrés Fahrenheit).
-
Chauffer la pièce : Placez la pièce imprimée en 3D sur un plateau résistant à la chaleur ou une plaque en céramique et placez-la à l'intérieur du four. Assurez-vous que la pièce est correctement supportée et ne se déforme pas pendant le processus.
-
Processus de recuit : Augmentez progressivement la température du four jusqu'à la température de recuit recommandée pour le 3D850. Cela doit être fait lentement pour éviter tout changement brusque de température qui pourrait entraîner un gauchissement ou une fissuration de la pièce. Vous pouvez augmenter la température par incréments de 10 à 15 degrés Celsius (18 à 27 degrés Fahrenheit) toutes les 10 à 15 minutes jusqu'à ce que la température de recuit souhaitée soit atteinte.
-
Maintenir à la température de recuit : Une fois que le four a atteint la température de recuit recommandée, laissez la pièce à cette température pendant une durée suffisante. Le temps de maintien recommandé peut varier en fonction de la taille et de la géométrie de la pièce, mais une directive générale est de la maintenir à la température de recuit pendant au moins 30 minutes à une heure.
-
Processus de refroidissement : Après la période de maintien, refroidissez lentement la pièce en réduisant progressivement la température du four. Évitez un refroidissement rapide, car cela pourrait introduire des contraintes ou des déformations dans la pièce. Vous pouvez éteindre le four et le laisser refroidir naturellement à l'intérieur ou ouvrir légèrement la porte du four pour faciliter le refroidissement tout en assurant une diminution progressive de la température.
-
Inspection post-recuit : Une fois que la pièce a refroidi à température ambiante, inspectez-la pour tout changement de dimensions, de qualité de surface ou d'intégrité structurelle. Le recuit peut aider à soulager les contraintes internes et à améliorer les propriétés mécaniques de la pièce, mais il est essentiel de vérifier si elle répond à vos exigences spécifiques.
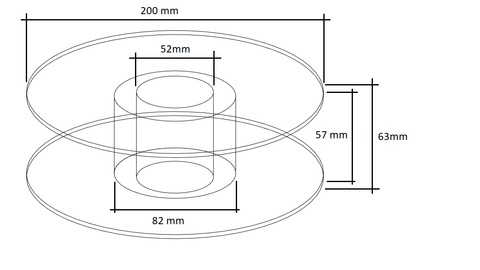
Pour le rendre compatible avec Bambu Lab AMS, vous pouvez utiliser ces anneaux de bobine en carton.
Téléchargements
- Le choix d'une sélection entraîne une actualisation complète de la page.